1)E彎玻璃(lí)成型
E彎雙曲麵玻璃成(chéng)型設備承接玻璃鋼(gāng)化爐的加熱(rè)段和鋼(gāng)化段,起(qǐ)著熱玻璃模具成型的功能,此鋼化(huà)玻璃成型(xíng)設備采用施耐德整體解決方案,包含小車、上模、傳送、下模、輥(gǔn)道升降、輔助定位共10台(tái)伺服。
運動控製器與伺服驅(qū)動(dòng)器配合,網絡上采用高速以太網運動控製總線sercoslll;
軟件上采用了虛擬主軸與凸輪曲線算(suàn)法,保證了設備運行的穩定、高速、柔和;
2mm玻璃,成型耗(hào)時<6s 兼容四種成型工藝,成型重複性好;
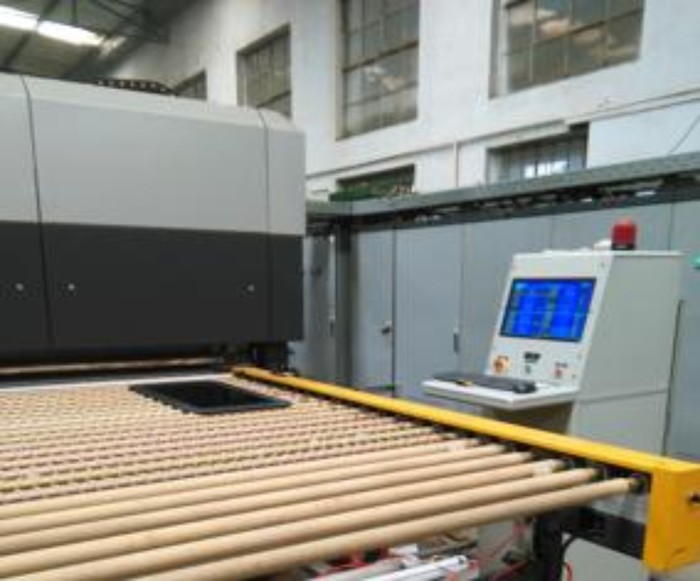
2)玻璃鋼化化設備
玻璃鋼化設備主要(yào)包括上片段、加熱爐、風柵段、下片(piàn)段和風路係統,電氣控製主要包括上(shàng)位計(jì)算機、PLC係統、加熱控(kòng)製係統、變頻驅動(dòng)係統(tǒng)、風機變(biàn)頻係統等。
要點:加熱(rè)爐(lú)各分區加熱控製;跟蹤產品速度位置,實現上下風柵定位及均勻鋼化;輥道(dào)傳動變頻速度控製與檢測;爐溫檢測及(jí)超溫報警;極冷段、平風柵段、冷卻段風壓控製(zhì);停電自動排片係統,輥道轉(zhuǎn)動檢(jiǎn)測及報警。
控製效果:各部分優化控製,能有效(xiào)控製爐體故障率,保持生(shēng)產的穩定性和連續性。
3)雙(shuāng)機械手雙工位上片設備(bèi)
桁架式雙機械手硬件上采用運動控製器和高速運動總(zǒng)線型驅動器,軟件上采用優(yōu)化的凸(tū)輪頂杆控製方案(àn),對玻璃物料雙工位上片,柔(róu)性生產(chǎn),靈活快速高效。
實現了智(zhì)能排片,多角度翻轉,大小片均(jun1)可同時使用,特別適合批量生產使用(yòng)

服務熱線:0371-60298207 13383812899
公司傳真:0371-60298207
公司郵箱:nhauto@xflyy.com
公司地(dì)址:河南省新鄭市薛店鎮中德產業園47-4號樓
 官方(fāng)微信公眾號
官方(fāng)微信公眾號