



PTFE浸漬工藝為(wéi)何易產生裂紋?特氟(fú)龍高溫布批(pī)發廠家為您詳細解答這個問題。PTFE(聚(jù)四氟(fú)乙烯)乳液浸漬玻纖纖維布後產生裂紋,是一個在複合材料製備中很(hěn)常見的工藝問(wèn)題。這(zhè)通常發生在幹燥(脫除水分和表麵活性(xìng)劑)或高溫燒(shāo)結(使PTFE粒子熔融(róng)成膜)階段。
1. 熱膨脹係數(shù)嚴重不匹配
這是根本的物(wù)理原因。玻璃纖維(wéi)和PTFE的熱膨脹係數差異巨大:
玻璃(lí)纖維的線膨脹係數約為 5×10−6/℃
PTFE的(de)線膨脹係數約為 100×10−6/℃ ~ 200×10−6/℃(約是玻纖的20倍)
在冷卻階段(從約 380℃~400℃ 的燒結溫度降至室溫),PTFE的收縮量遠大於玻璃纖維(wéi)骨架(jià)的收縮(suō)量。由於玻纖布是(shì)剛性骨架,PTFE在收(shōu)縮時受到玻纖的約(yuē)束,內部產生巨大的拉(lā)伸熱應力。當這種應力超過PTFE膜層的抗拉強度,或者超過(guò)PTFE與玻纖的界麵結合強(qiáng)度時,就會通過開裂來釋放應力。
2. 幹燥與(yǔ)燒結工藝控製不當
浸漬後的材料在加(jiā)熱過程中,工藝參數的設置直接影響裂(liè)紋的產生:
升(shēng)溫速率過快: 尤(yóu)其是在 100℃ 左右(水分急劇(jù)汽化)和200℃~250℃左右(乳液中的表麵活性(xìng)劑分解、PTFE燒結前(qián)的結晶轉變區)時,如果(guǒ)升(shēng)溫(wēn)太快,溶劑/助劑瞬間揮發產生的內應力和氣體衝擊會導(dǎo)致塗層開裂。
冷卻(què)速率過快:燒結(jié)後如果直接暴露在室溫空(kōng)氣中急冷,溫差過大導致的瞬間收縮應力極容易誘發細密的龜裂紋。
燒結溫度過高或時間過長:導致PTFE分子量降(jiàng)解,流動性過強,在應力作用下更容易形成裂紋。
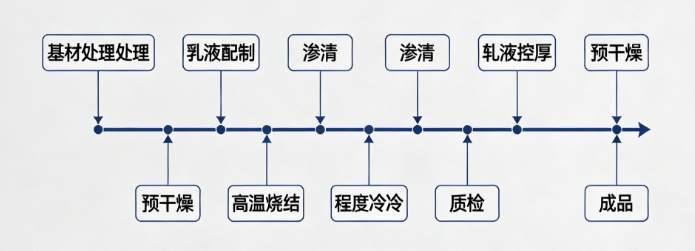
PTFE 浸(jìn)漬(zì)工藝(yì)流程圖
3. 浸漬工藝與乳液濃度問題
浸(jìn)漬層的(de)厚度、均勻性及乳液的滲透深度(dù)對裂紋(wén)敏感度有直接影響:
單次(cì)浸漬塗層(céng)過厚: 為了追求厚度或生產效率,一次浸(jìn)漬過厚的PTFE層。厚(hòu)塗層在幹燥和燒結時,溶劑脫出路徑長,且體積收縮量大(PTFE乳液固含量通常在60%左右,意味著有40%的水分需要排出),極易導致表層開裂。
浸漬不(bú)均勻(yún): 局(jú)部PTFE堆積過厚或乳液在布麵分(fèn)布不均,導致收縮應力集中。
乳液滲透(tòu)不足: 如果玻纖布未經脫蠟(là)或表麵處理不佳,PTFE乳液未能充分滲入纖(xiān)維束內部,僅浮於表麵形成“皮膜”。這種皮膜與基材的錨定(dìng)力弱,在受熱(rè)時容易脫離或開裂。
4. 基材因素
玻纖布未進(jìn)行脫蠟處理: 玻纖布(bù)在織造時含有的(de)浸潤(rùn)劑(石(shí)蠟、環氧(yǎng)等)。如果在浸漬前未經過(guò)高溫脫蠟或化學清(qīng)洗,這些有機(jī)物在後續(xù)燒結時(shí)會碳化揮發,產生氣體頂破塗(tú)層,或導致(zhì)PTFE與玻纖結合力下降(jiàng),形成(chéng)裂(liè)紋。
玻纖(xiān)布組織結(jié)構與厚度: 較厚、組織緊密(如緞紋厚布)的玻纖(xiān)布(bù),其剛性更強,對(duì)PTFE收縮的約束力更大;同時纖維束之間(jiān)的溝槽更深,幹(gàn)燥時在溝槽(cáo)邊緣易產生應力集中開裂。
以上信息由江蘇www.17c氟塑製品(pǐn)有限公司提供的關於PTFE的浸漬(zì)工藝產生裂(liè)紋的原因有哪些的相關信息,如果你想要了解更多更多關於特氟龍(lóng)高溫布、特氟龍高溫膠帶、鐵(tiě)氟龍高溫(wēn)網帶、粘合機無縫帶、單(dān)麵四氟布、軟(ruǎn)連接(jiē)矽膠布等(děng)產品的詳細內容,可以在線谘詢或者撥打(dǎ)我們的電(diàn)話153-6674-6578,我們竭誠為您服務!
